g75编程实例带图
- 编程
- 2021-11-01 12:46:23
- 5412
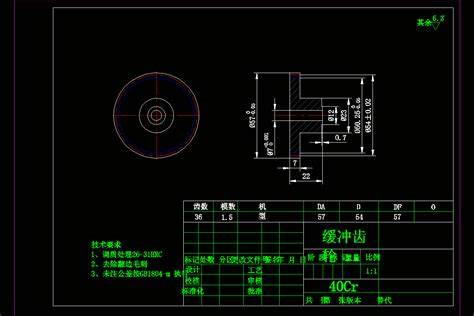
数控车床G75切槽循环编程实例加工数控车床G75切槽循环编程实例加工,视频播放量3486、弹幕量0、点赞数27、投硬币枚数0、收藏人数26、转发人数2外径切槽固定循环G75 G75 是外径切槽循环指令,G75 指令与G74 指令动作类似,只是切削方向旋转,这种循环可用于端面断续切削,如果将Z(W) 和K D
G75指令格式为:G75 R____;G75 X(U) ____Z(W) ____P____Q____ F____;X:B点X坐标;U:A→B增量值;Z:C点的z坐标;W:A→C的增量值;P:x方向的移动量;Q:z方向的切削量,如图中K;R:切削到终点时的退刀量;F:进给速度。如下为切刀路径:例:如图3.10所示%G75指令格式为: G75 R____; G75 X(U) ____Z(W) ____P____Q____ F____; X:B点X坐标; U:A→B增量值; Z:C点的z坐标; W:A→C的增量值; P:x方向的移动量; Q:z方向的切削量,如图中K; R:切削到终点时的退刀量; F:进给速度。
外径切槽固定循环G75及实图编程实例Word 文档文档免费下载,数万用户每天上传大量最新资料,数量累计超一个亿, 本文档为【外径切槽固定循环G75及实图编程实例Word 文档】请使用软件OFFICE或WPS软件打开。作品中的文字与下面是广数980数控车G75切槽循环的实例程序: ``` O0001 (G75切槽循环) N10 G54 G90 S800 M3 N20 G0 X20 Z30 T3 N30 G96 S180 M4 N40 G75 X28 Z-6 R1 H6 F0.05 N50 Y50 Z0 N60 X20 N70 X28 Z6 N80 Y0 N90 Goto 50 M30








热门文章

数据库查询实验报告总结
2024-07-27 16:37:27
数据库存储过程怎么实现
2024-07-27 16:35:39
遗传算法运用了哪些概念
2024-07-27 16:33:32
python编程入门
2024-07-27 16:33:22
开庭简易程序和简单程序的区别
2024-07-27 16:33:04
程序员必备英语词汇学习
2020-10-22 13:58:51
交通事故简易程序转一般程序
2024-07-27 16:27:24
微信小程序开发费用 制作费用
2024-07-27 16:27:05
数据库的excel怎么导出
2021-01-17 12:33:13
数据库date格式
2024-07-27 16:25:11