加工中心完整的攻丝编程
- 编程
- 2024-07-27 15:58:02
- 4920
以M12*1.25为例(FANUC加工中心): N3(TAP M12*1.25) T3 G90G10L2P1Z#514(设定丝锥的Z座标,将其自动输入给G54中) M8 G90G54G0X-48.0Y22.0,(调用G54工件座标系,快速移动到第1个螺纹孔位置) G43Z70.H3(工件离程序原点距离为60mm) M29S530(钢性攻牙,线速度20m/min,转速530r/min) G98G84Z7.R27.F662.5(采用分进给指令G98,攻牙指令G84,分进给速率F=螺距1.25 *转速530) X-36.0Y-38.60(第2个螺纹) X36.0Y-38.60 (第3个螺纹) X48.0Y22.0(第4个螺纹) G80 M5 G91G28Z0M9 G30X0Y0介绍了攻丝的原理,丝锥的常见类型,以及数控机床上的编程方式。
法兰克默认分进给(G94)G84X_Y_Z_R_F_(F=S*螺距)例如加工M8螺纹孔螺距1.25S=100F为125G95(转进给)G95G84X_Y_Z_R_F1.25同上一个例子加工M8S=100F只需要填写螺距这样实际进给就为125注意G94与G95的切换。文档列表文档介绍加工中心攻丝技能讲解及编程实例!内容来源网络,由"深圳机械展〔11万m2,1100多家展商,超10万观众〕"收集整理!更多cnc加工中
两种攻丝方式的比较1 以前的加工中心为了攻丝,一般都是根据所选用的丝锥和工艺要求,在加工程序中编入一个主轴转速和正/ 反转指令,然后再编人G
上一篇:微信小程序有马老师的王者
下一篇:违反法定程序的无效








热门文章

数据库的实验结论及心得
2024-07-27 15:49:44
宏定义编程鼠标是什么
2024-07-27 15:47:18
怎么投诉屈臣氏微信小程序
2024-07-27 15:47:01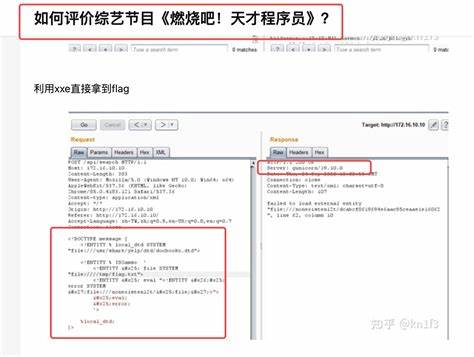
燃烧吧天才程序员2可信ai
2024-07-27 15:47:01
物联网应用层是哪些
2024-07-27 15:46:02
物联网专业就业方向网站
2024-07-27 15:45:03
数据库系统常用的三种数据模型
2021-02-15 11:39:28
mysql怎么创建本地数据库
2024-07-27 15:40:49
nosql数据库的实现方式
2024-07-27 15:40:09
对数据结构与算法的理解
2024-07-27 15:40:05